Ιω≥ίΜζ≥ίœρΈσ≤ν «‘ΎΖ÷Ε»‘≤÷υΟφ…œΘ§»Ϊ≥ίΩμΖΕΈßΡΎΘ§Αϋ»ί ΒΦ ≥ίœρœΏΒΡΝΫΧθ…ηΦΤ≥ίœρœΏΒΡΕΥΟφΨύάκΓΘ“ΐΤπ
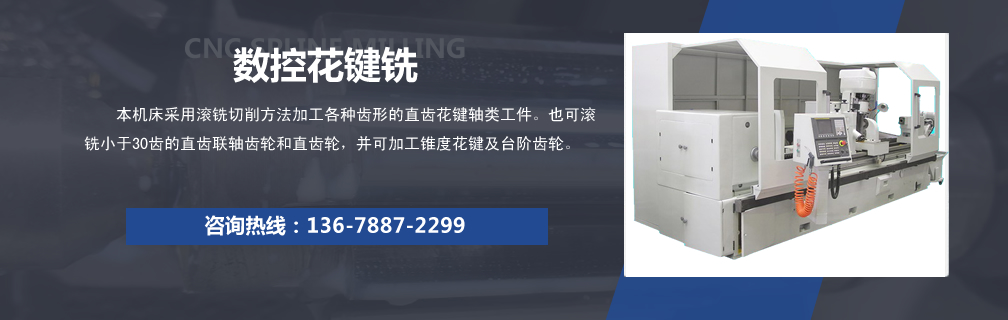
Ιω≥ίΜζ≥ίœρΈσ≤νΒΡ÷ς“Σ‘≠“ρ «Μζ¥≤ΓΔΒΕΦήΒΡ¥Ι÷±ΫχΗχΖΫœρ”κΝψΦΰ÷αœΏ”–ΤΪ“ΤΘ§Μρ…œΈ≤ΉυΕΞΦβ÷––Ρ”κΙΛΉςΧ®ΜΊΉΣ÷––Ρ≤Μ“Μ÷¬Θ§ΜΙ”–Ιω«––±≥ί¬÷ ±Θ§≤νΕ·Ι“¬÷ΦΤΥψΈσ≤ν¥σΘ§≤νΕ·¥ΪΕ·Ν¥≥ί¬÷÷Τ‘λΚΆΒς’ϊΈσ≤νΧΪ¥σΓΘΝμΆβΦ–ΨΏΚΆ≥ί≈ς÷Τ‘λΓΔΑ≤ΉΑΓΔΒς’ϊΨΪΕ»ΒΆ“≤Μα“ΐΤπ≥ίœρΈσ≤νΓΘ
Ιω≥ίΜζ≥ίΟφ¥÷≤ΎΕ»Ζ÷Έω
≥ίΟφ¥÷≤ΎΕ»≤ΜΚΟ“ΜΑψ”–ΦΗ÷÷œ÷œσΘΚΖΔΈΤΓΔΩ–≥ίΓΔ”ψΝΉΓΔΥΚΝ―ΓΘ“ΐΤπ≥ίΟφ¥÷≤ΎΕ»≤νΒΡ÷ς“Σ‘≠“ρ”–“‘œ¬ΦΗΖΫΟφΘΚΜζ¥≤ΓΔΒΕΨΏΓΔΙΛΦΰœΒΆ≥’ϊΧεΗ’–‘≤ΜΉψΓΔΦδœΕ¥σΘΜΙωΒΕΚΆΙΛΦΰœύΕ‘ΈΜ÷ΟΖΔ…ζ±δΜ·ΘΜΙωΒΕ»–ΡΞ≤ΜΒ±ΓΔΝψΦΰ≤Ρ÷ ≤ΜΨυ‘»ΘΜ«–œς≤Έ ΐ―Γ‘ώ≤ΜΚœ Β»ΓΘΙω≥ίΜζ «”Ο’Ι≥…Ζ®‘≠άμΦ”ΙΛ≥ί¬÷ΒΡΘ§¥”ΒΕΨΏΒΫ≥ί≈ςΦδΒΡΖ÷≥ί¥ΪΕ·Ν¥“ΣΑ¥“ΜΕ®ΒΡ¥ΪΕ·±»ΙΊœΒ±Θ≥÷‘ΥΕ·ΒΡΨΪ»Ζ–‘ΓΘΒΪ «’β–©¥ΪΕ·Ν¥ «”…“ΜœΒΝ–¥ΪΕ·‘ΣΦΰΉι≥…ΒΡΓΘ
ΥϋΟ«ΒΡ÷Τ‘λΚΆΉΑ≈δΈσ≤ν‘Ύ¥ΪΒί‘ΥΕ·Ιΐ≥Χ÷–±Ί»Μ“ΣΦ·÷–Ζ¥”≥ΒΫ¥ΪΕ·Ν¥ΒΡΡ©ΕΥΝψΦΰ…œΘ§≤ζ…ζœύΕ‘‘ΥΕ·ΒΡ≤ΜΨυ‘»–‘Θ§”Αœλ¬÷≥ίΒΡΦ”ΙΛΨΪΕ»ΓΘΙΪΖ®œΏ≥ΛΕ»±δΕ· «Ζ¥”≥≥ί¬÷―ά≥ίΖ÷≤Φ≤ΜΨυ‘»ΒΡΉν¥σΈσ≤νΘ§’βΗωΈσ≤ν÷ς“Σ «Ιω≥ίΜζΙΛΉςΧ®Έœ¬÷Η±ΜΊΉΣΨΪΕ»≤ΜΨυ‘»‘λ≥…ΒΡΘ§ΜΙ”–Ιω≥ίΜζΙΛΉςΧ®‘≤–ΈΒΦΙλΡΞΥπΓΔΖ÷Ε»Έœ¬÷”κΙΛΉςΧ®‘≤–ΈΒΦΙλ≤ΜΆ§÷α‘λ≥…Θ§‘Ό’ΏΖ÷≥ίΙ“¬÷≥ίΟφ”–―œ÷ΊΩΡ≈ωΜρΙ“¬÷ ±“ßΚœΧΪΥ…ΜρΧΪΫτ“≤Μα”ΑœλΙΪΖ®œΏ±δΕ·≥§≤νΓΘ