Ιω≥ίΜζ
ΓΔ
¥σ–ΆΙω≥ίΜζ
ΓΔ
÷Ί–ΆΙω≥ίΜζ
ΓΔ
ΐΩΊΙω≥ίΜζ
ΫώΧλ «ΘΚ2024/05/04
1
2
3
ΐΩΊΝΔ ΫΙω≥ίΜζ
ΐΩΊΈ‘ ΫΙω≥ίΜζ
ΐΩΊΜ®Φϋœ≥
ΐΩΊ≤ε≥ίΜζ
÷Τ≥ί…η±Η ΐΩΊΜ·ΗΡ‘λ
ΝΔ≥Β
«ύΒΚ”ν¥®÷ΊΙΛ…η±Η÷Τ‘λ”–œόΙΪΥΨ
ΝΣœΒ»ΥΘΚΆθΨ≠άμ
÷ ΜζΘΚ
13678872299
Βγ ΜΑΘΚ0532-82583368
” œδΘΚqdyuchuan_01@163.com
Άχ ÷ΖΘΚwww.qdyuchuan.com
ΒΊ ÷ΖΘΚ«ύΒΚΦ¥ΡΪΡœ»Σηο≤ΚΜζ–Β≤ζ“Β‘Α”ν¥®¬Ζ1Κ≈
Ιω≥ίΜζ
ΓΔ
ΐΩΊΙω≥ίΜζ
ΓΔ
Έ‘ ΫΙω≥ίΜζ
ΓΔ
Μ®Φϋœ≥
ΓΔ
ΐΩΊΜ®Φϋœ≥
ΧαΗΏΙω≥ίΜζΦ”ΙΛΒΡΖΫΖ®
ΖΔ≤Φ’ΏΘΚadmin ΖΔ≤Φ ±ΦδΘΚ2012/12/26 ‘ΡΕΝΘΚ994¥Έ
ΧαΗΏ
Ιω≥ίΜζ
Φ”ΙΛΒΡΖΫΖ®‘Ύ
Ιω≥ίΜζ
Ϋχ––Φ”ΙΛ÷°«Α”ΠΉωΚΟ“‘œ¬ΙΛΉςΘΚ
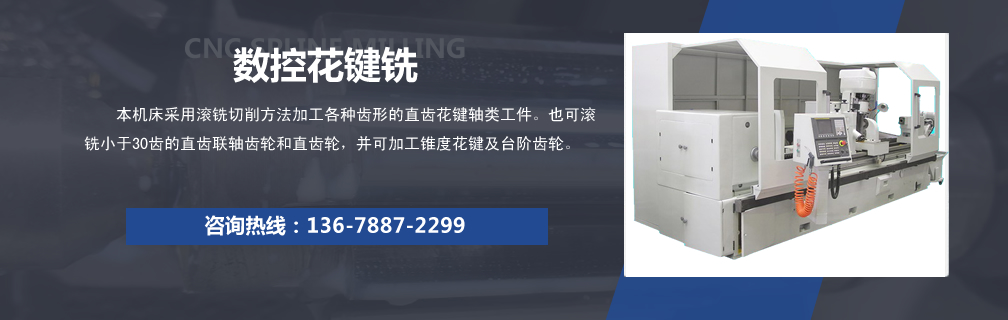
Θ®1Θ©”…”Ύ≥ί≈ςΒΡΦ”ΙΛΨΪΕ»Ε‘≥ί¬÷Φ”ΙΛΓΔΦλ―ιΚΆΑ≤ΉΑΨΪΕ»”ΑœλΚή¥σΘ§“ρ¥ΥΕ‘≥ί≈ςΙΛ“’ΜυΉΦΟφΦ”ΙΛΨΪΕ»”Π―œΗώΩΊ÷ΤΘ§±Ί–κΑ¥GB10095-88–¬±ξΉΦΕ‘≥ί≈ς“Σ«σΙΪ≤νΉςΨΏΧεΙφΕ®ΓΘ
Θ®2Θ©«–≥ί«ΑΒΡΙΛ–ρΙΛ“’“Σ«σΘΚ≥ί≈ςΜυΉΦΟφΒΡΨΪΕ»Ε‘≥ί¬÷ΨΪΕ»”ΑœλΚή¥σΘ§“ρ¥ΥΕ‘≥ί≈ςΦ”ΙΛΙΛ“’”Π―œΗώΩΊ÷ΤΓΘΕ‘¥χ÷α≥ί¬÷≥ί≈ςΘ§ΉνΚΟΝΫΕΥΝτ÷––ΡΩΉΘ§ΝΫΕΥΕΞ…œ≥ΒœςΘ§¥”ΙΛ“’…œ±Θ÷ΛΆβ‘≤÷υΟφ”κΜυΉΦΟφ÷αœΏΆ§–ΡΓΘΕ‘Ϋœ¥σΒΡ¥χ÷α≥ί¬÷Θ§“ΜΕΥΝτ”–÷––ΡΩΉΘ§ΤδΆβ‘≤÷υΟφ“ρ‘Ύ“Μ¥ΈΉΑΩ®÷––Έ≥…ΓΘ’β―υΩ… Ι«–≥ί ±ΒΡ≥ί≈ςΦΗΚΈΤΪ–ΡΈΣΉν–ΓΓΘΕ‘”Ύ¥χΩΉΒΡ≥ί¬÷≥ί≈ςΘ§ΙΛ“’”ΠΙφΕ®‘Ύ“Μ¥ΈΉΑΩ®÷–Θ§ΡΎΩΉΆβ‘≤ΚΆΕΥΟφ“ΜΒΕœ¬Θ§≤ΔΫΪ“ΜΒΕœ¬ΒΡΕΥΟφΉωΚΟΦ«Κ≈Θ§ΉςΈΣ«–≥ί ±ΒΡΑ≤ΉΑΜυΉΦΓΘ
Θ®3Θ©«–≥ί ±≥ί≈ςΒΡΑ≤ΉΑΘΚ≥ί≈ςΑ≤ΉΑ±Ί–κ―œΗώΑ¥’’ΙΛ“’ΙφΕ®ΜυΉΦΟφΫχ––Θ§Τδ’“’ΐΈσ≤ν”ΠΉωΒΫΨΓΩ…Ρή–ΓΘ§Ζά÷ΙΦΗΚΈΤΪ–ΡΓΘ
Θ®4Θ©Μζ¥≤Ζ÷Ε»Έœ¬÷Η±ΒΡΒς’ϊΘΚ”–ΧθΦΰ ±”ΠΕ‘Μζ¥≤ΒΡΖ÷Ε»Έœ¬÷ΗΕΫχ––Ε®ΤΎΒς’ϊΘ§Μζ¥≤Ζ÷Ε»Έœ¬÷ΒΡ÷Τ‘λΨΪΕ»≤ΜΡήΗΡ±δΘ§ΒΪΤδΑ≤ΉΑΤΪ–ΡΘ§ΈœΗΥ÷αœρ¥°Ε·ΚΆΨΕœρ’ώΑΎΩ…“‘Βς’ϊΘ§Βς’ϊΚσΩ…“‘Φθ–Γ‘ΥΕ·ΤΪ–Ρ‘λ≥…ΒΡ«–œρΈσ≤νΚΆ≥ί–ΈΈσ≤νΓΘ
Θ®5Θ©ΒΕΨΏΒΡ»–ΡΞΚΆΑ≤ΉΑΘΚΒΕΨΏΒΡ»–ΡΞ“ΜΑψ”ΟΙωΒΕΡΞ¥≤Θ§ ΙΤδ«ΑΫ«ΈΣΝψΘ§“‘Φθ–Γ≥ί–ΈΈσ≤νΓΘΕ‘”ΎΒΕΨΏΒΡΑ≤ΉΑΘ§”Π―œΗώΩΊ÷ΤΤδΨΕœρΧχΕ·ΚΆ÷αœρ¥°Ε·Θ§“‘Φθ–Γ≥ί–ΈΈσ≤νΓΘ
ΧαΗΏ
Ιω≥ίΜζ
Φ”ΙΛΨΪΕ»ΒΡΖΫΖ®Ά®≥Θ”–ΝΫ÷÷Θ§“Μ÷÷ «ΧαΗΏΜζ¥≤±Ψ…μΒΡ÷Τ‘λΨΪΕ»Θ§Νμ“Μ÷÷ «≤…”ΟΈσ≤ν≤Ι≥Ξά¥ΧαΗΏΜζ¥≤ΒΡΦ”ΙΛΨΪΕ»ΓΘ
≥ί¬÷Φ”ΙΛΈσ≤ν «”…Μζ¥≤-ΒΕΨΏ-ΙΛΦΰœΒΆ≥÷–¥φ‘ΎΈσ≤νΕχ“ΐΤπΒΡΘ§“ρ¥Υ“ΣΧαΗΏ≥ί¬÷ΒΡΦ”ΙΛΨΪΕ»Θ§±Ί–κΖ÷Έω“ΐΤπΈσ≤νΒΡΗς÷÷“ρΥΊΘ§≤…»Γ”––ß¥κ ©≤≈ΡήΦθ…ΌΦ”ΙΛΈσ≤νΓΘΜζ¥≤‘Ύ≥ί¬÷Φ”ΙΛΙΐ≥Χ÷–ΤπΉ≈÷Ί“ΣΉς”ΟΘ§Ε‘ΤδΦ”ΙΛΙΛΦΰΒΡΨΪΕ»”–Ή≈÷±Ϋ””ΑœλΓΘΧαΗΏΜζ¥≤±Ψ…μΒΡ÷Τ‘λΨΪΕ»‘ΎΦΦ θ…œΚΆΨ≠ΦΟ…œΈ¥±ΊΩ…––Θ§Εχ«“ΆυΆυΫβΨω≤ΜΝΥ“ρΙΛΦΰΑ≤ΉΑΓΔΒΕΨΏ”κΙΛΦΰœΒΆ≥ ήΝΠΓΔ»»ΓΔΡΞΥπΒ»≤ζ…ζΒΡΦ”ΙΛΈσ≤νΓΘ“ρ¥ΥΘ§Ά®Ιΐ≤Ι≥ΞΩΊ÷Τά¥ΧαΗΏ≥ί¬÷Φ”ΙΛΨΪΕ»”ΠΗΟ «Ψ≠ΦΟΩ…––ΒΡΓΘ
¥ρ”Γ±Ψ“≥
||
ΙΊ±’¥ΑΩΎ
|| ΥΪΜςΉ‘Ε·ΙωΤΝ
Ιω≥ίΜζ
|
ΐΩΊΙω≥ίΜζ
|
«ύΒΚΦύΩΊ
|
ΐΩΊΗΡ‘λ
|
ΐΩΊΙω≥ίΜζ
|
Αφ»®Υυ”–ΘΚ«ύΒΚ”ν¥®÷ΊΙΛ…η±Η÷Τ‘λ”–œόΙΪΥΨ
¬≥ICP±Η12031312Κ≈
Βγ ΜΑΘΚ0532-82583368 ” œδΘΚqdyuchuan_01@163.com ΒΊ ÷ΖΘΚ«ύΒΚΦ¥ΡΪΡœ»Σηο≤ΚΜζ–Β≤ζ“Β‘Α”ν¥®¬Ζ1Κ≈
÷ς”ΣΘΚ
Ιω≥ίΜζ
ΓΔ
ΐΩΊΙω≥ίΜζ
ΓΔ
Έ‘ ΫΙω≥ίΜζ
ΓΔ
Μ®Φϋœ≥
ΓΔ
ΐΩΊΜ®Φϋœ≥
ΓΔ
Άχ’ΨΒΊΆΦ
ΓΔ
Άχ’ΨΒΊΆΦ
ΓΔ
Άχ’ΨΒΊΆΦ